I've been trying a lot of different things to combat corners curling upward in the first few tens of layers after the bottom skin. To be clear, I'm not talking about corners of the first layer printed on the bed, but rather the points of the outline in layers above the base where direction of print motion changes discontinuously (discrete corner) or abruptly (turn with very tight curvature). Here's an image I found (not mine) that demonstrates:
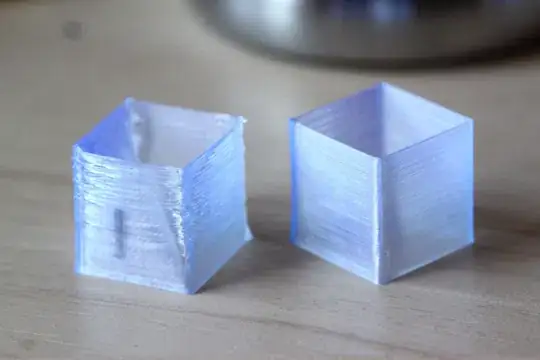
And a pic during print of the type of curling I'm talking about:

And some previous worse prints:
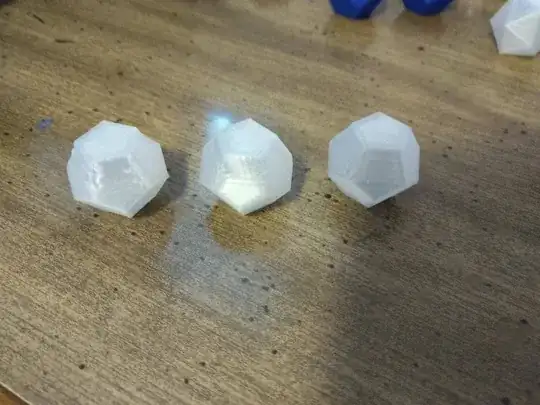
My go-to worst test case for this now is a 20mm tall hollow dodecahedron with 0.8mm shell (hollow geometry, not just empty infill; 0% infill on a non-hollow model does even worse, shown above). For everything else I've tried, I've mostly been able to sovle the problem with combinations of
- Improved cooling fan duct
- Lowered bed temperature or unheated bed (but this is a tradeoff; it seriously hurts first layer quality and increases risk of non-adhesion)
- Disabling Cura's overhang detection mode (non-uniform print speed causes a huge increase in the curling due to latency of extrusion rate response)
- Increasing motion acceleration limits or decreasing speed limits (also mitigating the latency in extrusion rate response)
but I can't get all 5 edges of the worst-case dodecahedron completely warping-free without just heavily slowing down the print; during print it's obvious that the curling at the corners in each layer is the source of the warping. Increasing Cura's cool_min_layer_time to 10 seconds (default is 6, and I usually get by fine with 3-4.5 for most things) mostly but not entirely solved it, and going much slower than that seems likely to introduce other surface artifacts from extremely slow extrusion.
Are there any additional tricks I'm missing for solving this? I'd like something that's easy to leave on all the time or at least to automate, as opposed to hacks like adding in a junk tower off to the side to waste time between layers.
My printer is an Ender 3 with stock gear except for improved fan duct. The problem was worse with the stock fan duct.